การอโนไดซ์อลูมิเนียม
Last updated: 13 ก.พ. 2562 | 71904 จำนวนผู้เข้าชม |

การอโนไดซ์อลูมิเนียม
ต่อไปนี้จะเป็นการอธิบายขั้นตอนกระบวนการอโนไดซ์อลูมิเนียมเบื้องต้น สำหรับผู้สนใจเริ่มศึกษาการทำอโนไดซ์อลูมิเนียม อย่างที่ทราบกันดีประโยชน์ของการอโนไดซ์นอกจากจะทำให้อลูมิเนียมแข็งแรง ทนต่อการกัดกร่อนของสภาพภูมิอากาศ เป็นฉนวนไฟฟ้าแล้ว ยังสามารถย้อมสีอลูมิเนียมให้สวยงาม นิยมใช้กับอุปกรณ์แต่งรถจักรยานยนต์ เคสมือถือ ตัวเรือนนาฬิกา หรือ iPod เป็นต้น
ในโรงงานอุตสาหกรรมการชุบอโนไดซ์ที่ได้มาตรฐานจะมีความแตกต่างในเรื่องของอุปกรณ์ เคมี สี และที่สำคัญกระบวนการชุบและทำสีซึ่งเป็น Know-how ความรู้ความชำนาญเชิงปฏิบัติการเฉพาะของแต่ละโรงงาน
เรามาเริ่มกันเลยครับกับแผนภูมิสรุปขั้นตอนง่าย ๆ เพื่อความเข้าใจตรงกัน
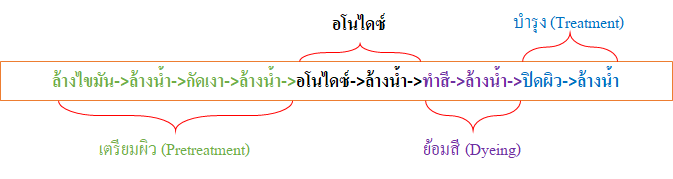
ขั้นตอนการชุบผิวอลูมิเนียมอโนไดซ์ (Anodizing Aluminum)
การเตรียมเคมีอโนไดซ์ (Anodizing chemical)
1) เคมีที่นิยมใช้สำหรับชุบอโนไดซ์ สำหรับอลูมิเนียมคือ กรดซัลฟูริก (กรดกำมะถัน) H2SO4 เข้มข้น (18 Mol/dm3 ขึ้นไป หรือ 98%) เรียกว่าแบบ TYPE-II Sulphuric Acid Anodization
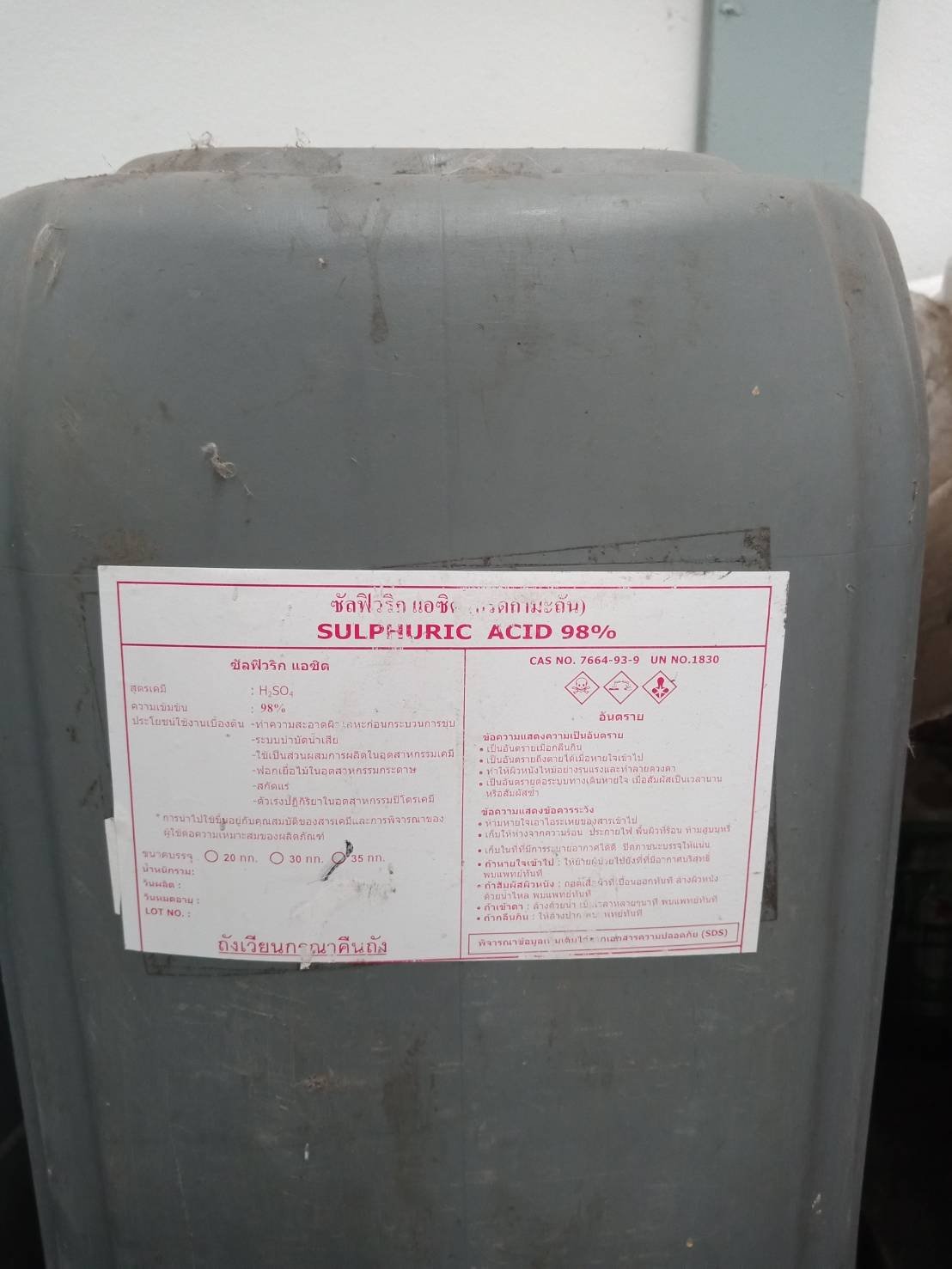
2) การผสม ให้จำไว้เสมอว่าต้องใช้กฎ AAA หมายถึง Always Add Acid to Water การผสมให้เตรียมน้ำไว้ก่อนในปริมาณที่ต้องการแล้วค่อย ๆ รินกรดซัลฟูริกลงไป ปริมาณกรดที่เทประมาณ 10 - 20 % ของปริมาณน้ำ ห้ามเทน้ำผสมลงกับกรดโดยเด็ดขาด เพราะมันจะเกิดการระเบิดเป็นอันตรายหากไม่สวมใส่เครื่องป้องกัน
3) เมื่อเทกรดเรียบร้อยแล้ว ต้องทิ้งให้ส่วนผสมนั้นเย็นลงก่อน เพราะตอนผสมมันจะมีความร้อนเกิดขึ้น ถ้าหากเราทำการชุบอโนไดซ์ตอนที่น้ำยาร้อนอยู่ ท่อรูพรุนเล็ก ๆ ที่ผิวอลูมิเนียมจะปิด ทำให้ไม่สามารถย้อมสีได้ (อุณหภูมิควรอยู่ระหว่าง 18-22°C)
***ปล. เนื่องจากกรดกำมะถันมีอันตรายในขั้นตอนการผสมควรสวมใส่แว่นตา หน้ากากกันไอระเหยของกรด และถุงมือยางป้องกันทุกครั้ง แต่สำหรับกรดกำมันถันที่ได้มีการผสมน้ำมีการเจือจางแล้วสามารถสัมผัสด้วยมือเปล่าได้แต่ควรล้างน้ำออกทันที***
การเตรียมเคมีล้างไขมัน (Oil removing chemical)
1) เคมีล้างไขมัน Oil removing powder ของ บจ.ฮีโน่ เทคโนโลยี เป็นเคมีล้างไขมันสำหรับงานอลูมิเนียมโดยเฉพาะ มีวิธีการใช้งานดังนี้ ผสมเคมีในน้ำ DI หรือ RO 20-50 กรัมต่อน้ำ 1 ลิตร (แนะนำที่ 30 กรัม) นำเคมีที่ผสมแล้วตั้งไฟต้มควบคุมอุณหภูมิให้อยู่ที่ 80°C
2) หรือใช้โซเดียมฟอสเฟต (5 กรัม) และโซเดียมซิลิเกต (1.5 กรัม) ผสมน้ำประมาณ 1 ลิตร ต้มให้อุณหภูมิอยู่ที่ประมาณ 80°C
3) หรือถ้าไม่สามารถหาสารเคมีได้ อาจใช้น้ำยาล้างจาน หรือผงซักฟอก ที่ต้มให้เดือดแทนก็ได้
การเตรียมโซดาไฟ (Sodium Hydroxide NaOH)
1) ผสมโซดาไฟปริมาณ 30-50 กรัมต่อน้ำ DI หรือ RO จำนวน 1 ลิตร คนให้ละลาย
2) ต้มให้น้ำร้อนอุณหภูมิประมาณ 80°C
การเตรียมเคมีกัดเงา (Polishing or Etching chemical)
การใช้กรดเข้มข้น (Polishing chemical)
1) ผสมกรดไนตริก (Niric acid) อัตราส่วน 5-8% กรดกำมะถัน (Sulfuric acid) อัตราส่วน 15-20% และกรดฟอสฟอริก (Phosphoric acid) อัตราส่วน 75-85% ตัวอย่างเช่น ปริมาณรวมกรดกัดเงา 2 ลิตร ใช้ อัตราส่วน 5-20-75 ประกอบไปด้วยกรดไนตริก 100 มิลลิลิตร กรดกำมะถัน 400 มิลลิลิตร และกรดฟอสฟอริก 1,500 มิลลิตร

2) นำกรดกัดเงาที่ผสมเสร็จแล้วตั้งไฟต้มในหม้อแก้วทนไฟหรือหม้อแสตนเลสให้อุณหภูมิอยู่ระหว่าง 60-90°C 2) นำกรดกัดเงาที่ผสมเสร็จแล้วตั้งไฟต้มในหม้อแก้วทนไฟหรือหม้อแสตนเลสให้อุณหภูมิอยู่ระหว่าง 60-90°C
การใช้กรดอ่อน (Etching chemical)
เนื่องจากข้อจำกัดด้านความปลอดภัยในการใช้งานกรดเข้มข้น บจ.ฮีโน่ เทคโนโลยี มีกรดอ่อน เพื่อใช้สำหรับกัดเงาผิวอลูมิเนียมเรียกว่า เคมีเรียบผิวหรือ Sandblast agent เป็นชนิดผงเพื่อให้ง่ายต่อการขนย้าย จัดเก็บ และปลอดภัย สามารถใช้ทดแทนกันได้ ชิ้นงานจะมีลักษณะกึ่งเงากึ่งด้าน ไม่แวววาวเท่าการใช้กรดเข้มข้น แต่มีความปลอดภัยในการใช้งานมากกว่า มาดูวิธีการใช้งานกันครับ
1) ผสมเคมีเรียบผิว ในปริมาณ 50 ถึง 150 กรัมต่อน้ำกลั่น RO หรือ DI จำนวน 1 ลิตร 1) ผสมเคมีเรียบผิว ในปริมาณ 50 ถึง 150 กรัมต่อน้ำกลั่น RO หรือ DI จำนวน 1 ลิตร
2) นำตั้งไฟในหม้อสแตนเลส ควบคุมอุณหภูมิให้อยู่ระหว่าง 50-70°C
***ปล. เนื่องจากกรดเข้มข้นและกรดอ่อนมีอันตรายในขั้นตอนการผสมควรสวมใส่แว่นตา หน้ากากกันไอระเหยของกรด และถุงมือยางป้องกันทุกครั้ง ห้ามสัมผัสด้วยมือเปล่าเด็ดขาด***
การเตรียมเคมีปิดผิว Hole sealing agent
บจ.ฮีโน่ เทคโนโลยี มีเคมีปิดผิวแบบร้อน เหมาะสำหรับงานชุบอโนไดซ์ย้อมสี และเคมีปิดผิวแบบเย็น เหมาะสำหรับงานชุบอโนไดซ์ไม่ย้อมสีหรือเคลียร์อโนไดซ์ มีวิธีการเตรียมดังนี้
1) ผสมเคมีปริมาณ 5-7 กรัมต่อน้ำ DI หรือ RO 1 ลิตร (ปริมาณที่แนะนำ 6 กรัม) เท่าที่ต้องการ
2) ต้มเคมีให้อุณหภูมิอยู่ระหว่าง 70-90°C แนะนำที่ 80°Cจะดีที่สุด
3) เพื่อเพิ่มประสิทธิภาพในการทำงานควรมีระบบกวนด้วยอากาศเพิ่มเติม (ถ้ามี)
4) ในกรณีที่ไม่ใช้เคมีปิดผิว สามารถใช้น้ำต้มเดือดแทนได้แต่จะไม่มีประสิทธิภาพขึ้นอยู่กับข้อกำหนดของผลิตภัณฑ์
การเตรียมผิวแผ่นอลูมิเนียม Pretreatment
การทำความสะอาดผิว
1) นำชิ้นงานอลูมิเนียมที่ต้องการชุบอโนไดซ์ มาขัดด้วยกระดาษทรายละเอียดเบอร์ 1000-1200 จนผิวเรียบเสมอสวยงาม อย่าลืมว่าการทำอโนไดซ์ไม่ซ่อน หรือปกปิดผิวงานที่ไม่เรียบร้อย หรือปัดเงาด้วยเครื่องปัดเงาโลหะเพื่อให้ได้ผิวที่สวยเรียบ ลื่น เงางามตามต้องการก็ได้
2) ล้างไขมันด้วยสารละลายที่ได้จัดเตรียมไว้ ใช้เวลาประมาณ 2-10 นาที เสร็จแล้วนำชิ้นงานขึ้นล้างด้วยน้ำให้สะอาด (ตั้งแต่ขั้นตอนนี้ไป ห้ามใช้มือจับชิ้นงานโดยตรงเด็ดขาด) ขั้นตอนนี้สำคัญมาก หากชิ้นงานไม่สะอาดปราศจากคราบไขมัน ผิวของอลูมิเนียมที่ถูกคราบไขมันจับจะไม่ถูกอโนไดซ์และไม่สามารถย้อมสีได้
3) นำชิ้นงานแช่ในโซดาไฟ แช่ไว้ประมาณ 1 นาที

4) นำชิ้นงานขึ้น ล้างด้วยน้ำให้สะอาด (ถ้ามีคราบดำเกิดขึ้น แสดงว่าน้ำยาโซดาไฟเก่า ต้องเปลี่ยนน้ำยาใหม่)
5) หากมีกรดไนตริค (กรดดินประสิว) ให้จุ่มในกรด เจือจางอัตราส่วน 1:20 เพื่อล้างคราบดำที่เกิดขึ้นจากการแช่โซดาไฟ แล้วล้างออกด้วยน้ำให้สะอาด

การกัดเงาผิวอลูมิเนียม
ตามที่ทราบกันดีแล้วว่าการอโนไดซ์ไม่ได้เปลี่ยนแปลงสภาพผิวเดิมของอลูมิเนียม ริ้วรอยต่าง ๆ ที่ปรากฎก่อนการอโนไดซ์เป็นอย่างไรหลังการอโนไดซ์จะยังคงเหมือนเดิม ถ้าเราต้องการให้ชิ้นงานมีสีสวยสดเงางามจะต้องทำการปรับแต่งผิวก่อนจะทำให้เงาด้วยการปัดเงาด้วยเครื่องปัดเงาโลหะก่อนล้างไขมัน หรือกัดเงาด้วยเคมีกรดเข้มข้นซึ่งมีไอระเหยและกลิ่นที่เป็นอันตรายต่อผู้ใช้งาน หรือจะใช้กรดอ่อนอย่างเคมีเรียบผิว Sandblast Agent ของบจ. ฮีโน่ เทคโนโลยี ที่ปลอดภัยกว่าแทน
การใช้กรดเข้มข้น
1) นำชิ้นงานจุ่มแช่แล้วยกขึ้นดูจนกว่าจะได้ความเงาที่พอใจ เวลาที่ใช้ควรอยู่ระหว่าง 30 วินาที แต่ไม่เกิน 1 นาที
2) นำขึ้นล้างน้ำให้สะอาดอย่าให้กรดเหลือติดอยู่ในชิ้นงาน

การใช้กรดอ่อน
เนื่องจากข้อจำกัดด้านความปลอดภัยในการใช้งานกรดเข้มข้น บจ.ฮีโน่ เทคโนโลยี มีกรดอ่อน เพื่อใช้สำหรับกัดเงาผิวอลูมิเนียมเรียกว่า เคมีเรียบผิวหรือ Sandblast agent สามารถใช้ทดแทนกันได้ ชิ้นงานจะมีลักษณะกึ่งเงากึ่งด้าน ไม่แวววาวเท่าการใช้กรดเข้มข้น แต่มีความปลอดภัยในการใช้งานมากกว่า มาดูวิธีการใช้งานกันครับ
1) ผสมเคมีเรียบผิว ในปริมาณ 50 ถึง 150 กรัมต่อน้ำกลั่น RO หรือ DI จำนวน 1 ลิตร
2) นำตั้งไฟในหม้อสแตนเลส ควบคุมอุณหภูมิให้อยู่ระหว่าง 50-70°C
3) นำชิ้นงานจุ่มแช่ลงในบ่อกัดเงา ใช้เวลาประมาณ 1-3 นาที จนกว่าจะได้ความเงาที่ต้องการ
4) นำชิ้นงานขึ้นล้างน้ำให้สะอาด
***ปล. เนื่องจากกรดเข้มข้นและกรดอ่อนมีอันตรายในขั้นตอนการผสมควรสวมใส่หน้ากากกันไอระเหยพร้อมแว่นตา และถุงมือยางป้องกันทุกครั้ง ห้ามสัมผัสด้วยมือเปล่าเด็ดขาด***
ขั้นตอนการชุบอโนไดซ์
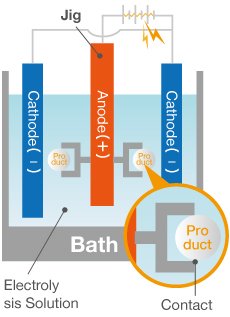
1) ต่อสายไฟขั้วบวกจากเครื่องจ่ายไฟฟ้ากระแสตรง 12V เข้ากับจิ๊กอลูมิเนียมหรือจิ๊กไทเทเนียมที่ใช้จับยึดชิ้นงานที่เราจะชุบ และขั้วลบเข้ากับแผ่นอลูมิเนียมบริสุทธิ์หรือแผ่นตะกั่วหรือคาร์บอน โดยแผ่นนี้ควรมีขนาดใหญ่เป็นสองเท่าของชิ้นงานที่จะชุบ

2) ในถังชุบ ส่วนที่สามารถจุ่มแช่ในกรดได้ จะต้องเป็นอลูมิเนียมหรือไทเทเนียมเท่านั้น ห้ามโลหะชนิดอื่นเป็นอันขนาด
3) จุดที่จิ๊กอลูมิเนียมหรือจิ๊กไทเทเนียมเชื่อมต่อหรือสัมผัสกับชิ้นงาน จะเป็นจุดที่ไม่ถูกอโนไดซ์ และไม่สามารถย้อมสีได้ เลือกเอาจุดที่เจาะเป็นรู หรือจุดที่ซ่อนสายตาไว้
4) การชุบที่ดี จะต้องให้กระแสไฟฟ้าตั้งแต่ 4.3-12.9 มิลลิแอมป์ ต่อพื้นผิว 1 ตร.ซม.(ถ้าเป็นวัตถุที่ชุบเป็นแผ่น อย่าลืมคำนวณพื้นที่ด้านหลังด้วย) ใช้แรงดันที่ 12V
5) ไม่ควรให้กระแสไฟแรงเกินไป เพราะน้ำยาจะร้อนและท่อเล็ก ๆ ที่เกิดขึ้น จะปิดทำให้ย้อมสีไม่ได้ อุณหภูมิที่เหมาะสมอยู่ที่ 18-22°C ควบคุมด้วยการใช้ทำให้เย็นลงด้วยเครื่องทำความเย็น Chiller ถ้าไม่มีให้นำถังชุบแช่ลงในถังน้ำแข็งที่มีขนาดใหญ่กว่า
6) ขณะชุบจะมีกลิ่นฉุนเกิดขึ้น เป็นอันตรายหากสูดดม ควรทำในที่โล่ง (ก๊าซที่เกิดขึ้นจะมี อ็อกซิเจน ไฮโดรเจน และซัลเฟอร์ไดออกไซด์ ซึ่งเป็นอันตราย) แก้ไขได้ด้วยเคมีดับกลิ่น Oxidizing gas inhibitors ถ้าไม่มีให้ใส่หน้ากากที่มีกรองไอระเหยของกรดขณะทำงานแทน
7) การชุบที่ดีชิ้นงานควรแขวนลอยอยู่ระหว่างแผ่นอลูมิเนียมบริสุทธิ์หรือตะกั่วหรือคาร์บอน (ขั้วลบ ควรมีสองอันขนาบชิ้นงานขั้วบวกซึ่งแขวนอยู่ตรงกลาง)
8) การชุบใช้เวลา โดยคำนวณจากค่า 0.775 แอมป์-นาที/1 ตร.ซม.
ตัวอย่างเช่น
ชิ้นงานขนาดกว้าง 10 ซม. ยาว 10 ซม. เท่ากับ 100 ตร.ซม. มี 2 ด้าน พื้นที่ผิวทั้งหมดรวมเท่ากับ 200 ตร.ซม.
กระแสที่ใช้ต่ำสุด = 4.3 mA x 200 cm2 = 0.86 Amp
กระแสที่ใช้สูงสุด = 12.9 mA x 200 cm2 = 2.58 Amp
สมมติเราใช้ กระแสที่ 2 แอมป์
เวลาที่ต้องใช้ในการชุบ = 0.775 x พื้นที่ผิวรวม = 0.775x200
กระแสที่ใช้ 2 แอมป์ = 77.50 นาที = 1:17:30 ชั่วโมง
แต่ถ้าท่านไม่สามารถคำนวณหาพื้นที่และกระแสไฟฟ้าที่จะใช้งานได้ จะต้องทำการทดลองเพื่อหาความหนาของฟิล์มอโนไดซ์ตามสเปคที่ต้องการยกตัวอย่างเช่น อโนไดซ์ด้วยอุปกรณ์ที่มีใช้เวลาประมาณ 30-35 นาที แล้วใช้อุปกรณ์วัดความหนา Thickness คำนวณว่า 1 ไมโครเมตร (ไมครอน) ใช้เวลากี่นาที แทนก็ได้ หรือถ้าไม่มีอุปกรณ์วัดความหนาของฟิล์มก็ให้ใช้ประสบการณ์วัดความพึงพอใจจากการย้อมสีว่าเพียงพอหรือไม่
9) ชิ้นงานที่ผ่านการชุบอโนไดซ์แล้ว ผิวจะไม่นำไฟฟ้า ซึ่งเราสามารถตรวจสอบง่าย ๆ ด้วยการใช้มัลติมิเตอร์วัดค่าความต้านทาน (โอห์ม) หากชิ้นงานที่ผ่านการชุบแล้วไม่นำไฟฟ้าแสดงว่าชิ้นงานนั้นได้เกิดอโนไดซ์แล้ว
ขั้นตอนการย้อมสี
สำหรับงานอโนไดซ์ที่ไม่ต้องการย้อมสีสามารถข้ามขั้นตอนนี้ไปขั้นตอนการปิดผิวด้วยเคมีได้เลยครับ
1) สีที่ใช้ย้อมอลูมิเนียมเกรดอุตสาหกรรมที่ใช้ในโรงงาน เป็นสารอินทรีย์ (Organic dye) มีความคงทนสวยงามกว่าสีหมึกเติมเครื่องพิมพ์ Ink jet และมีราคาต่อหน่วยถูกกว่า
2) อัตราส่วนปริมาณการใช้ในการผสมสีจะมีความแตกต่างกัน อันเนื่องมาจากเนื้อเคมีของสี เฉดของสี เฉดสีอ่อนจะใช้น้อย เฉดสีเข้มจะใช้มาก แนะนำให้ใช้ตามเอกสาร Technical Data Sheet แล้วปรับตามสเปคที่ลูกค้าต้องการ สีใช้งานง่ายสามารถผสมได้ในน้ำธรรมดา DI หรือ RO
3) หากใช้หมึกเติมเครื่องพิมพ์ ให้ผสมน้ำในอัตราส่วนน้ำ 2 ส่วนต่อหมึก 1 ส่วน
4) เอาชิ้นงานที่ ผ่านการอโนไดซ์มา ล้างเอากรดออก โดยผ่านน้ำไหลตลอด ห้ามจับชิ้นงานด้วยนิ้วมือเด็ดขาด แล้วมาจุ่มแช่สี ระยะเวลาตามเอกสาร Technical Data Sheet แล้วปรับตามสเปคที่ลูกค้าต้องการ
5) นำชิ้นงานล้างน้ำให้สะอาดก่อนนำไปปิดผิวด้วยเคมี Sealing
เทคนิคการปรับเฉดสี
เราสามามารถปรับหาเฉดสีที่ต้องการได้ด้วยการปรับ Process การทำงาน ดังนี้
1) การปรับเวลาอโนไดซ์ เวลาสั้นจำนวนรูพรุนน้อยเพราะรูจะมีขนาดใหญ่และตื้นกินสีได้น้อยเฉดสีจะอ่อน เวลานานจำนวนรูพรุนมากเพราะรูจะมีขนาดเล็กและลึกกินสีได้มากเฉดสีจะเข้มกว่า การปรับเวลาจะถูกจำกัดด้วยสเปคของลูกค้าที่กำหนดความหนาของฟิล์มอโนไดซ์
2) การเพิ่มลดปริมาณสีที่ใช้ หากพบว่าสีมีความเข้มมากไปสามารถลดปริมาณสีลงได้ ในทางกลับกัน หากพบว่าสีมีความอ่อนก็สามารถเพิ่มปริมาณสีได้จนกว่าจะได้เฉดสีที่ต้องการ ข้อจำกัดของการเพิ่มปริมาณสีเป็นการเพิ่มต้นทุนด้านค่าใช้จ่ายให้กับโรงงานชุบอโนไดซ์
3) การปรับเวลาย้อมสี เวลาสั้นจะทำให้ได้สีอ่อนเพราะผิวอลูมิเนียมกินสีได้น้อย ใช้เวลานานจะทำให้ได้สีเข้มจนถึงจุดที่สีเต็มรูพรุน ข้อจำกัดของการเพิ่มเวลาเป็นการเพิ่มต้นทุนด้านเวลาการทำงานให้กับโรงงานชุบอโนไดซ์
4) การปรับค่า pH สีแต่ละสีจะมีช่วงค่า pH ของตัวเอง หากค่า pH เพี้ยนจากเอกสาร Technical Data Sheet จะทำให้สีที่ได้เพี้ยนตามไปด้วย เพราะเหตุนี้ เราจึงสามารถทำการปรับค่า pH เพื่อให้ได้เฉดสีที่แตกต่างจากเดิมได้ แต่ไม่แนะนำให้ทำเพราะยุ่งยาก ต้นทุนสูงเพราะต้องใช้เคมีในการปรับค่า pH แนะนำให้ใช้การปรับค่า pH จะใช้เพื่อควบคุมคุณภาพของสีเท่านั้นในกรณีที่สีมีความเพี้ยนจากเดิม
ขั้นตอนการปิดผิว (Sealing)
1) นำชิ้นงานที่ผ่านการย้อมสีและล้างน้ำสะอาดแล้ว จุ่มแช่ลงในเคมีปิดผิวใช้เวลาประมาณ 10-15 นาที (ฟิล์มเคลือบผิวจะเริ่มก่อตัวที่เวลาประมาณ 15 นาที)
2) นำชิ้นงานขึ้นล้างน้ำสะอาด แล้วทำให้แห้ง
3) ชิ้นงานที่ได้หลังจากปิดผิวแล้ว ผิวสัมผัสจะต้องลื่น ไม่รู้สึกเหนียวมือหรือมีฝุ่นผงติดอยู่ที่ผิวแต่อย่างใด เป็นอันเสร็จสิ้นกระบวนการอโนไดซ์และย้อมสี
สรุป
ขั้นตอนต่าง ๆ เคมี และอุปกรณ์ที่ใช้ในแต่ละโรงงานอาจมีความแตกต่างกัน ตามข้อกำหนดของผลิตภัณฑ์ที่นำมาชุบอโนไดซ์ การย้อมสีอลูมิเนียมอโนไดซ์เป็นศาสตร์ของศิลปะอย่างหนึ่ง เพราะมีปัจจัยแวดล้อมมากมายหลายอย่างที่ทำให้สีและเฉดสีมีความแตกต่างกัน การทำงานจนเกินความชำนาญ และมีประสบการณ์จนเชี่ยวชาญ จนทำให้เกิดเป็น Know-How ของตัวเองเป็นสิ่งสำคัญ ที่จะทำให้ได้ผลงานที่ลูกค้าพึงพอใจ
เนื้อหาที่เกี่ยวข้อง

การทำอโนไดซ์คืออะไร? What is Anodizing?
6 ก.พ. 2562

ทำไมไม่มีอลูมิเนียมสีขาว
19 ก.พ. 2562

ความรู้เกี่ยวกับอลูมิเนียม
13 ก.พ. 2562